Explore our certified product portfolio engineered for performance-driven CEA (Controlled Environment Agriculture) systems.
Industrial growth chambers, modern phytotrons, and commercial plant factories demand highly specific lighting environments to succeed. Chamber lights are no longer simple illumination components; they serve as critical bio-photonic stimulants. Modern international research relies heavily on controlled temperature chambers, tissue culture facilities, and stability testing labs. Meeting global standards means addressing strict photobiological safety limits (EN 62471), electromagnetic compatibility (EMC), and ingress protection (IP65+).
Global procurement has shifted from generic discharge lights to specialized spectrum LED arrays. Integrating precise micro-mols metrics per Joule (μmol/J) with remote IoT monitoring controls has become the benchmark. Regulatory landscapes demand certified compliance, forcing operators to deal exclusively with factories holding verifiable certifications such as CE, RoHS, and ETL.
China stands at the core of the global high-performance LED manufacturing supply chain. Our manufacturing facilities leverage this geographical and technological hub to combine extreme cost-efficiency with high-end component reliability.
By sourcing components directly from leading semiconductor clusters in Guangdong and utilizing domestic driver designs, we drastically reduce production lead times. This allows us to supply advanced solutions like the Samsung LM301H EVO and LM281B diodes at unmatched market prices, while keeping customization options highly flexible.
Zhongshan Venti Lights Co., Ltd. was established on January 25th, 2005. It is an integrated enterprise specializing in the research and development, manufacturing, and global marketing of LED lighting products. With years of steady growth, the company has developed a strong production and innovation capability supported by modern facilities and a professional engineering team.
At present, we operate two production bases. The headquarters in Shenzhen, covering an area of approximately 5,000 square meters, focuses on the manufacturing of LED components and decorative amusement LED bulbs. The subsidiary factory in Zhongshan, covering around 3,000 square meters, is dedicated to LED grow lights and LED driver power supplies, providing stable and efficient lighting solutions for horticulture and commercial applications.
Quality is at the core of everything we do. The company has implemented a strict quality management system in line with ISO9001 standards, ensuring consistent control throughout the entire production process—from raw material selection to final product testing. Many of our products have obtained international certifications such as CE and RoHS, while selected LED driver products have also passed SAA certification, meeting the requirements of different global markets.
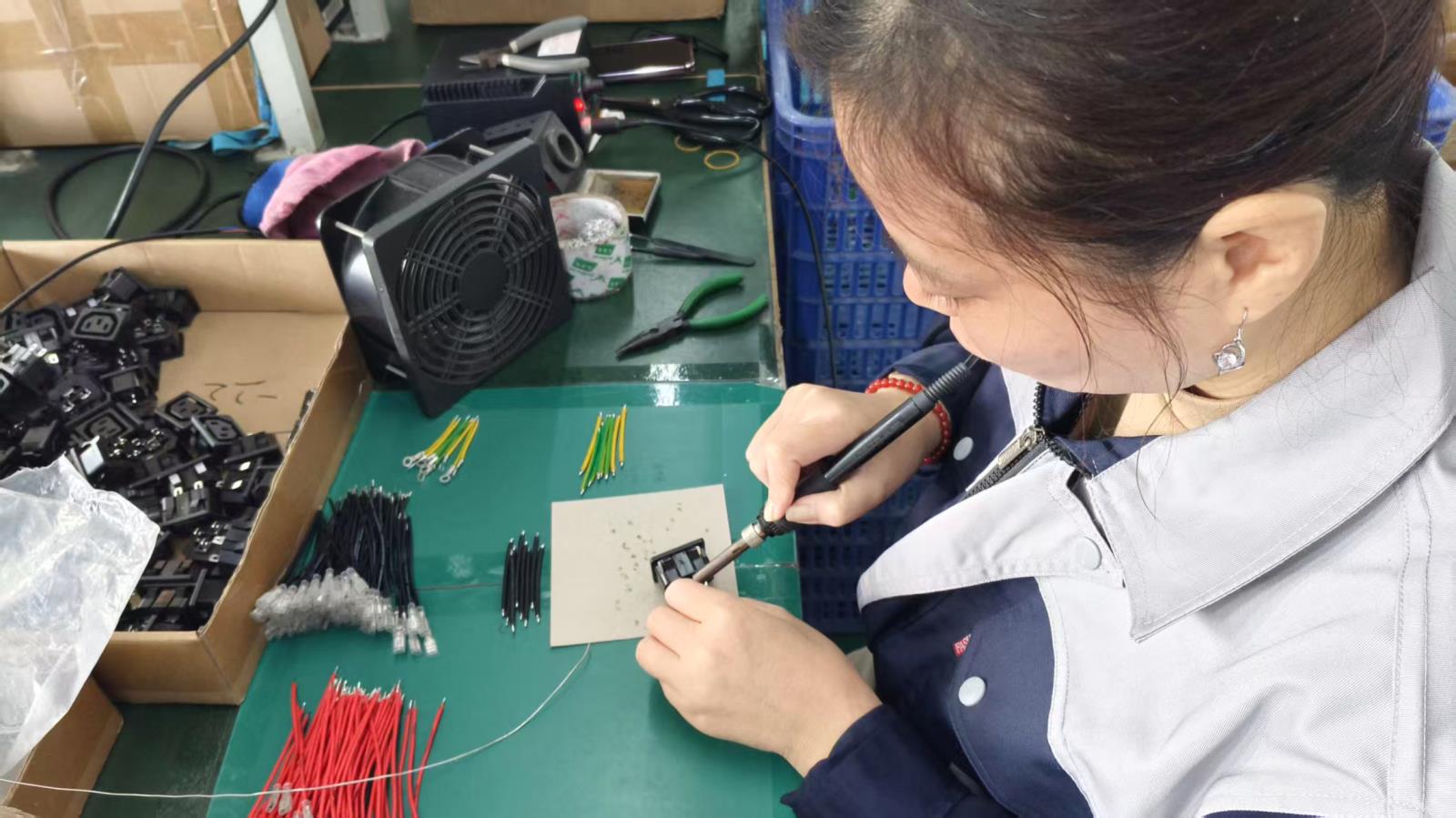
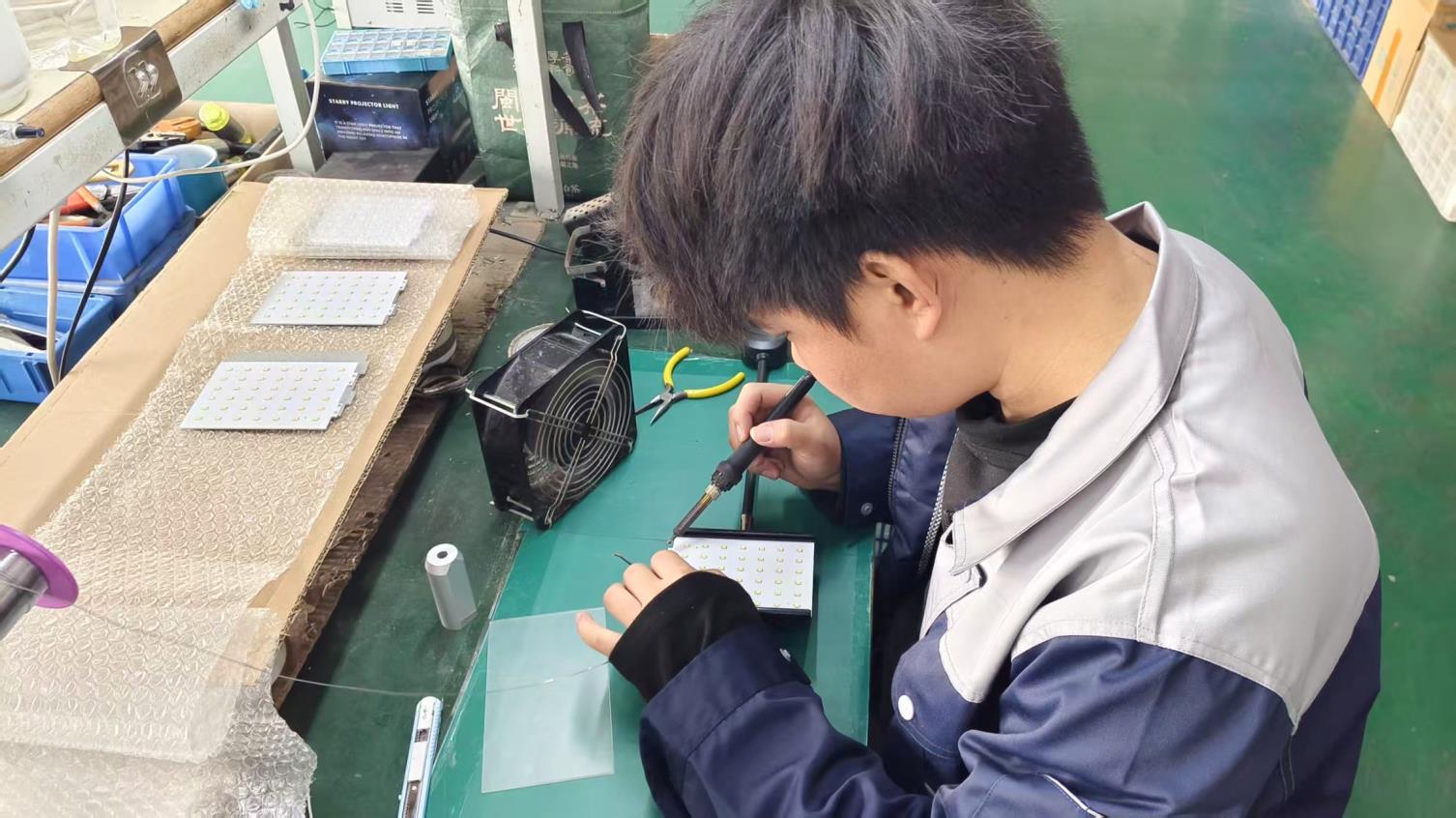
To enhance production efficiency and product consistency, approximately 70% of our manufacturing processes are automated, with the remaining 30% completed through skilled manual assembly and inspection. This balanced approach allows us to maintain both precision and flexibility in production.
In terms of research and development, Zhongshan Venti Lights Co., Ltd. is recognized as a National High-Tech Enterprise and continues to invest in innovation each year. Our R&D team develops multiple new product series annually and has obtained various design and utility model patents. With a continuous focus on energy efficiency, smart lighting technology, and sustainable horticultural lighting solutions, we strive to stay ahead in a highly competitive global market.
Strict compliance and structural precision guide our daily production. Below is the operational workflow from raw materials to finished CE certified products:











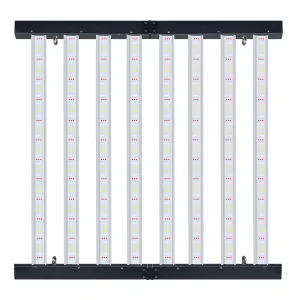
Environmental growth chambers require exact, dimmable wavelengths to isolate plant responses. Our solutions offer daisy-chain control lines that fit into scientific systems without adding line noise.
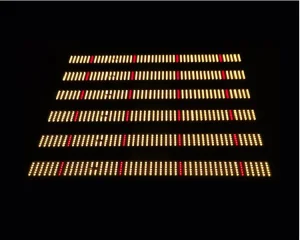
Vertical farming requires low-clearance, high-efficiency, water-resistant linear bars. Systems like our clone and multi-tier bars pack maximum PAR (Photosynthetically Active Radiation) output into minimal spaces without burning leaves.
High-power supplemental fixtures, such as our 1500W structures and 1000W LED arrays, are built to withstand corrosive fertilizer environments and high humidity (IP65 rating) while boosting crop yields year-round.
Three main technological shifts shape the future of environmental lighting:
CE certification guarantees that lighting equipment meets European safety, health, and environmental protection requirements. For industrial chambers, this ensures that the fixtures will not cause electromagnetic interference with nearby scientific instruments, nor present shock or fire hazards under constant high humidity.
The LED driver controls the stability and lifetime of the lighting system. Low-quality drivers can cause light flicker, high harmonic distortion, and premature failure under high ambient temperatures. That is why we manufacture our own specialized LED driver power supplies under strict ISO9001 and SAA standards.
Samsung LM301H EVO diodes offer industry-leading photon efficacy. They target the critical plant absorption spectra, allowing growers to maximize photosynthetic output while minimizing electricity usage.
Yes. Our engineering team designs custom spectrum mixtures (including UV, Deep Red, Far Red, and Infrared options) to match the photomorphogenic needs of different cultivars.
Discover more professional equipment options built for scale, efficiency, and industrial longevity.