High-performance luminaires configured for industrial CEA (Controlled Environment Agriculture), microgreens, vertical farming, and multi-tier systems.





In the rapidly changing world of Controlled Environment Agriculture (CEA), horticultural lighting is no longer just a way to replace sunlight. It has become a key tool for improving crop growth, managing plant development, and boosting farm profits. The transition from legacy High-Pressure Sodium (HPS) systems to light-emitting diodes (LEDs) was the first major step. However, the real shift in efficiency came with the development of the Quantum Board.
Originally developed as large, custom-engineered circuit boards populated with a dense grid of mid-power surface-mount device (SMD) diodes, Quantum Boards changed how light is spread. Instead of relying on single high-power COB (Chip-on-Board) units that create hot spots and require heavy heat sinks, Quantum Boards distribute light uniformly over a wide surface. This design helps prevent heat build-up while improving the Photosynthetically Active Radiation (PAR) distribution across the plant canopy.
"Today's commercial growers do not just look at light intensity. They look at photon efficacy—measured in micromoles per joule (μmol/J)—and customized light spectrums. Quantum boards offer the exact design structure needed to achieve high efficacy while keeping thermal management costs low."
Modern greenhouse operators and indoor farmers are facing rising energy costs and changing climate patterns. These challenges are driving several important trends in the commercial lighting sector:
Established in 2005, serving global commercial lighting markets.
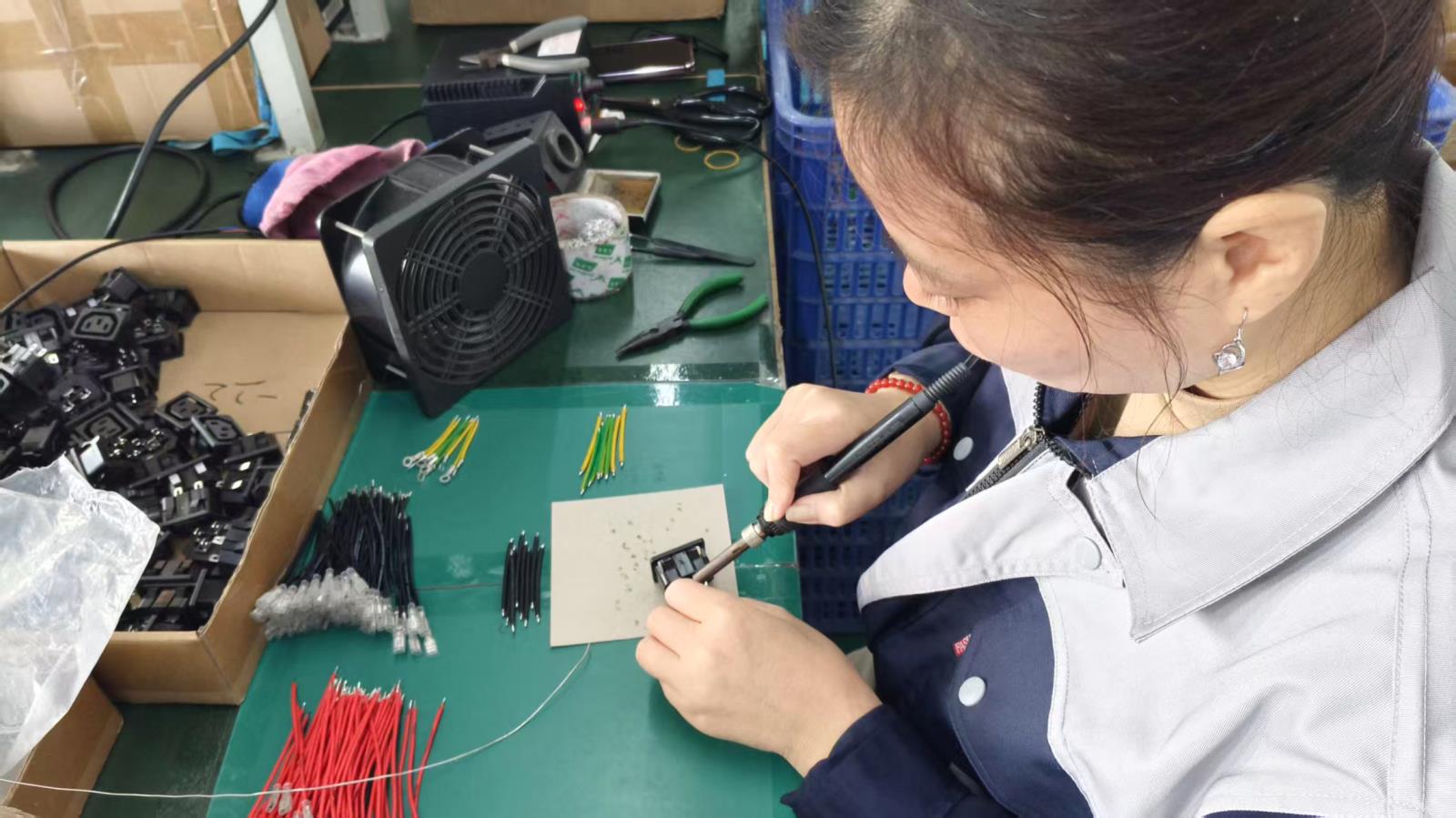
Precision SMT and automated assembly line processing.
Two dedicated facilities in Shenzhen and Zhongshan.
Full compliance testing with CE, RoHS, and SAA certifications.
Established on January 25th, 2005, Zhongshan Venti Lights Co., Ltd. is an integrated enterprise specializing in the research, development, manufacturing, and global marketing of LED lighting products. Over the years, the company has expanded its production capacity and technical capabilities, supported by modern facilities and an experienced engineering team.
We operate two production bases tailored for different manufacturing needs:
Focuses on high-speed SMT assembly, LED component packaging, and decorative amusement LED bulbs. This facility ensures precision engineering at the component level before final assembly.
Dedicated to horticultural LED grow lights and LED driver power supplies. This base handles complex structural design, custom thermal heatsink integration, and heavy commercial systems.
To ensure consistency across large-scale orders, approximately 70% of our manufacturing processes are automated. The remaining 30% consists of skilled manual assembly and comprehensive quality inspections. This combination of automation and manual oversight allows us to maintain tight production tolerances while remaining flexible enough to handle custom OEM orders.
Quality control is integrated into every step of our process. Our quality management system aligns with ISO9001 standards, monitoring production from initial raw material selection to final burn-in testing. Most of our commercial solutions have obtained international certifications such as CE and RoHS, and our LED driver series carries SAA certification for compliance in Oceania and European markets.
A step-by-step look at our ISO9001-certified manufacturing workflow for commercial quantum board assemblies.











Purchasing high-performance commercial lighting is a significant investment. Buyers must weigh initial hardware costs against long-term operating expenses (OPEX). Key factors include grid energy efficiency, thermal management, maintenance cycles, and warranty security. Venti Lights addresses these requirements through our OEM manufacturing services.
For example, our client projects in northern climates, such as parts of North America and Eastern Europe, often require specialized spectral configurations. These configurations must balance high thermal heat sink outputs with red-heavy spectrums to offset cold greenhouse environments. Conversely, vertical leafy green farms in warm urban centers like Singapore require thin, passively cooled LED strips that minimize heat transfer in tight, climate-controlled rooms.
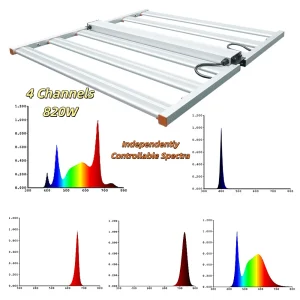
Adjusting ratio controls for 660nm deep red, 730nm far-red, and UV light to match the specific photomorphogenic needs of different crops throughout their growth cycles.
Using high-efficiency drivers from MeanWell, Inventronics, or our custom-engineered Venti power systems. This ensures power factors (PF) above 0.98 and keeps total harmonic distortion (THD) below 10%.
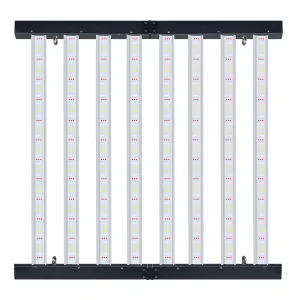
Designing slim profiles for multi-tier vertical racks or heavy-duty structural frames for overhead greenhouse mounting. These options are available in folding or modular bar layouts.
Our engineering team utilizes ray-tracing simulation software to model PAR coverage and PPFD uniformity at specified mounting heights before production begins. This step reduces hotspot risks and helps ensure consistent growth across the entire canopy.
Technical details and buying guidelines for custom commercial OEM quantum boards.
PPF (Photosynthetic Photon Flux) measures the total amount of plant-usable light emitted by a system per second, expressed in micromoles per second (μmol/s). PPFD (Photosynthetic Photon Flux Density) measures the amount of light that actually reaches the plant canopy per square meter per second (μmol/m²/s). While PPF shows fixture efficiency, PPFD indicates the light intensity delivered to the crop surface, which depends on mounting height, optical angles, and reflectivity.
The Samsung LM301H EVO is built specifically for horticulture. It uses a unique plant-centric spectrum that targets the absorption bands of chlorophyll-A and chlorophyll-B. The EVO series features a higher blue-to-green photon ratio, achieving a photon efficacy of up to 3.10 μmol/J. This is a significant improvement over the standard white LM301B/LM301H chips, which were originally developed for general human lighting.
We provide full OEM/ODM customization services. This includes designing custom spectrum mixes (adding specific ratios of UV, Far-Red, and Deep Red diodes), engineering mechanical heatsinks, selecting brand-name drivers (such as MeanWell or Inventronics), adding control protocols (RJ45, RS485, PWM, or Bluetooth Mesh), and printing private labels or custom packaging.
LED output decreases as diode junction temperature rises. If heat is not managed properly, it can lead to faster color shifts and shorter component life. Venti Lights uses thick, high-conductivity aluminum PCBs (typically 2.0mm to 3.0mm thick) combined with high-grade thermal grease (above 3.0 W/m·K) and passive aluminum heatsinks. This design keeps the diode junction temperature below 65°C even during continuous 18-hour operation cycles.
For standard customized configurations with existing heatsink molds, our prototype phase takes 7 to 10 days. Once the sample is approved, bulk production typically takes 25 to 35 days, depending on diode supply and total order volume. Our automated SMT lines in Shenzhen help minimize delays for large orders.
High-power modular bars, waterproof systems, and multi-channel dimmable lights for greenhouses and commercial vertical farms.