The global smart lighting market is currently undergoing a seismic shift, transitioning from simple illumination to integrated Intelligent Lighting Systems. As of 2024, the market is valued at over USD 20 billion, with a projected CAGR of 18% through 2030. This growth is driven by the convergence of IoT (Internet of Things), advanced semiconductor technology, and the urgent global demand for energy efficiency.
Smart lighting today isn't just about a Wi-Fi-enabled bulb. It encompasses Human-Centric Lighting (HCL), automated vertical farming spectral control, and medical-grade therapy panels. For procurement directors and B2B buyers, identifying the right factory isn't just about price; it’s about "Information Gain"—understanding the technical nuances of PPE (Photosynthetic Photon Efficacy), thermal management, and protocol interoperability (Matter, Zigbee, DALI).
Expertise: Global leader in IoT lighting and the Hue ecosystem. Dominates the consumer and smart city segments with robust cloud infrastructure.
Expertise: Specializes in high-performance sensing and specialized LED chips for horticultural and medical applications.
Expertise: A premier "National High-Tech Enterprise" in China, excelling in ODM/OEM for smart grow lights and red light therapy panels with ISO9001 precision.
Expertise: Renowned for high-power LED components that form the backbone of industrial smart lighting.
Expertise: North American titan in commercial smart lighting control and building management systems.
Expertise: European design-led smart lighting solutions focused on sustainability and architectural integration.
Expertise: A leader in integrated lighting solutions with a massive manufacturing footprint in China, focusing on affordability and smart control.
Expertise: One of the world's largest LED packaging companies, providing massive scale and supply chain vertical integration.
Expertise: High-end professional lighting solutions emphasizing human-centric design and workspace productivity.
Expertise: The gold standard in light control and automated shading systems, essential for smart building ecosystems.
China accounts for over 70% of the world’s LED lighting production. The synergy between Shenzhen’s electronic component ecosystem and Zhongshan’s lighting assembly dominance creates an unmatched value proposition.
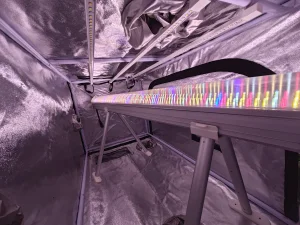
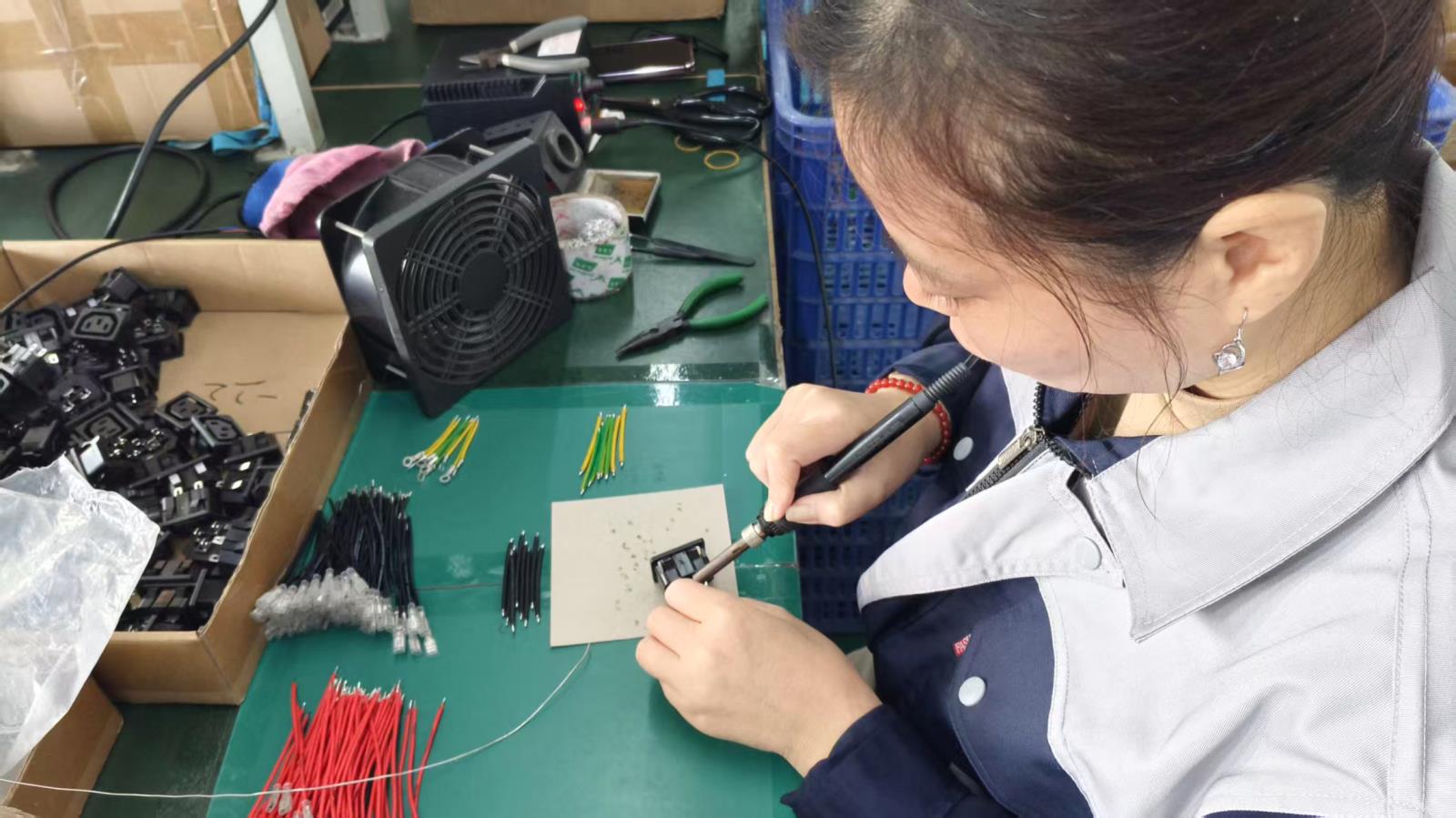
Leading factories like Zhongshan Venti Lights Co., Ltd. leverage this proximity to raw materials to provide Information Gain in the form of custom spectrum engineering. By automating 70% of production processes, these factories ensure product consistency that manual assembly simply cannot match, while maintaining the flexibility to handle specialized SKUs for vertical farming and medical therapy.
Utilizing 660nm Deep Red and 850nm NIR bands to accelerate plant growth in vertical farms and greenhouses, reducing crop cycles by up to 25%.
Professional red light therapy panels for wellness centers, focusing on mitochondrial stimulation and skin recovery through precise band control.
IP65-rated smart bars with RJ45 daisy chain controls for automated industrial lighting that adjusts based on occupancy and daylight harvesting.
Zhongshan Venti Lights Co., Ltd. was established on January 25th, 2005. It is an integrated enterprise specializing in the research and development, manufacturing, and global marketing of LED lighting products. With years of steady growth, the company has developed a strong production and innovation capability supported by modern facilities and a professional engineering team.
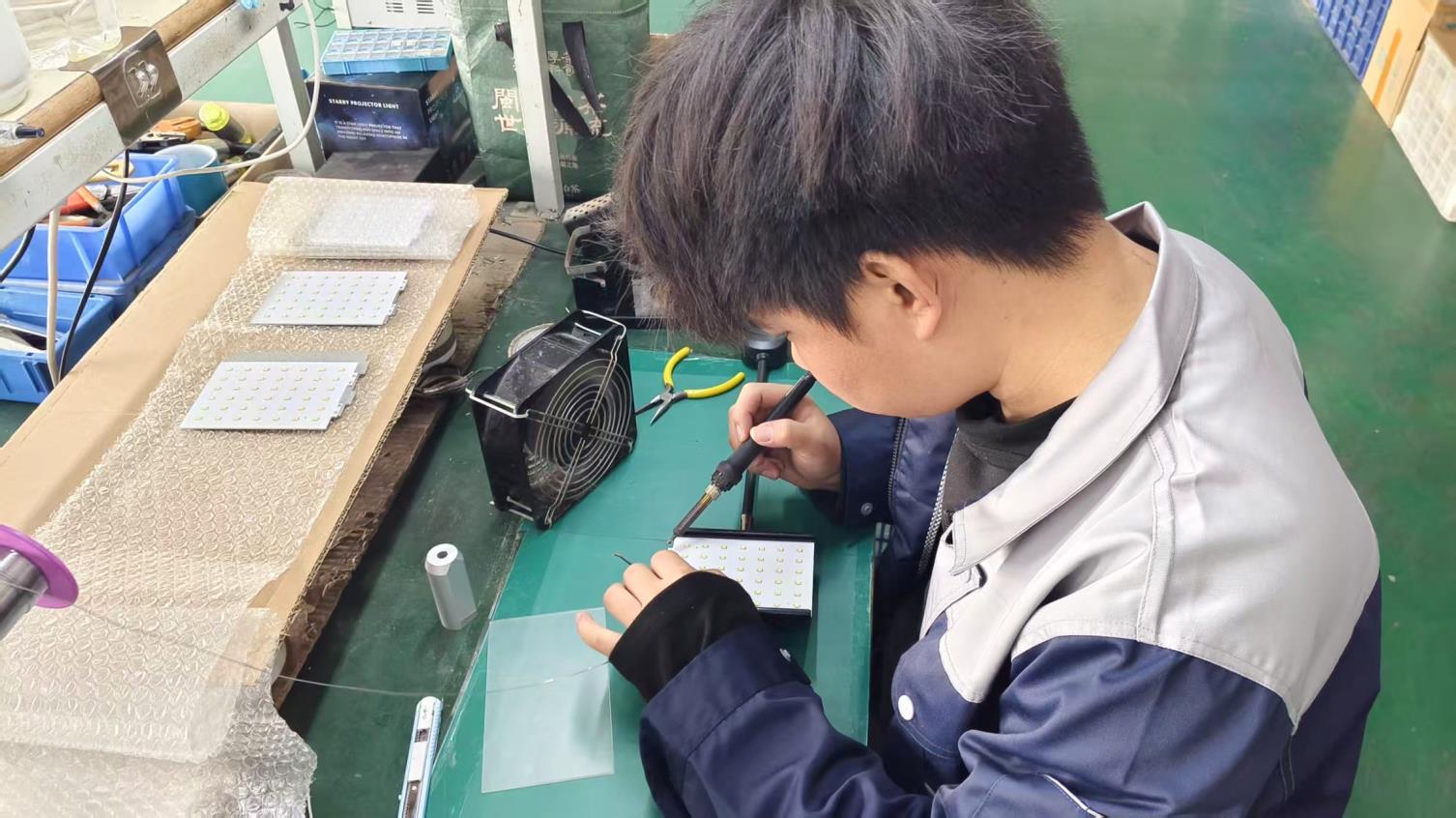
At present, we operate two production bases. The headquarters in Shenzhen, covering an area of approximately 5,000 square meters, focuses on the manufacturing of LED components and decorative amusement LED bulbs. The subsidiary factory in Zhongshan, covering around 3,000 square meters, is dedicated to LED grow lights and LED driver power supplies, providing stable and efficient lighting solutions for horticulture and commercial applications.
Quality is at the core of everything we do. The company has implemented a strict quality management system in line with ISO9001 standards, ensuring consistent control throughout the entire production process—from raw material selection to final product testing. Many of our products have obtained international certifications such as CE and RoHS, while selected LED driver products have also passed SAA certification, meeting the requirements of different global markets.











What should global enterprises look for in the next 36 months? The future of smart lighting is defined by Connectivity, Spectrum Customization, and Sustainability.
| Trend | Impact on Procurement | Technical Requirement |
|---|---|---|
| Matter Protocol Adoption | Interoperability between different brands. | Unified IoT chips (Zigbee/Thread). |
| Bio-Spectral Optimization | Specific light recipes for different species/therapies. | Multi-channel dimming drivers. |
| Carbon Neutral Manufacturing | Meeting ESG requirements for global retail. | Energy-efficient factory lines (ISO 14001). |
Procurement demand is moving away from "generic lighting" towards "application-specific solutions." Global enterprises now require detailed LM-79 and LM-80 test reports to ensure long-term reliability and return on investment.
The primary advantage is the integrated supply chain. Factories in Zhongshan and Shenzhen have immediate access to LED chips, drivers, and aluminum housing manufacturers, which drastically reduces lead times and allows for competitive pricing without sacrificing R&D innovation.
Quality is ensured through ISO9001 management systems, 48-72 hour aging tests, and spectral analysis using integrating spheres. Certificates like CE, RoHS, and SAA are essential benchmarks for international safety standards.
Yes, professional suppliers like Venti Lights offer ODM services where the ratio of Red, Blue, UV, and IR can be adjusted to create custom "light recipes" optimized for different growth stages (vegetative vs. flowering).
PPE (Photosynthetic Photon Efficacy) measures how efficiently a lighting system converts electrical energy into photosynthetically active radiation. Higher PPE means more light for your plants with less electricity cost.