The global lighting industry is undergoing a paradigm shift, moving from simple illumination to biologically optimized light environments. As a leading Ceramic Metal Halide (CMH) light factory, we have witnessed the evolution of discharge lighting technology into the modern era of hybrid spectral systems. CMH technology, often referred to as Light Emitting Ceramic (LEC), remains the gold standard for high-CRI (Color Rendering Index) applications, providing a spectrum closer to natural sunlight than any other traditional source.
The market for CMH and specialized LED lighting is projected to grow at a CAGR of 14.2% through 2030. Key drivers include the legalization of medicinal crops in North America and the expansion of vertical farming in the Asia-Pacific region.
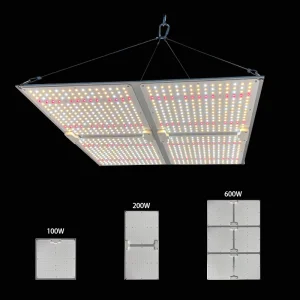
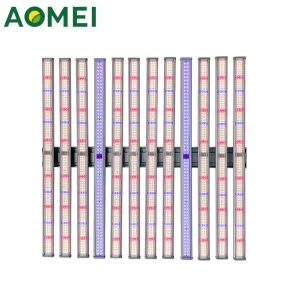
Unlike standard HPS, CMH lamps offer a superior Photosynthetic Photon Flux Density (PPFD) per watt, with a balanced UV and Infrared output that stimulates secondary metabolites in plants, increasing potency and flavor profiles.
Modern CMH ballasts and LED drivers reduce energy consumption by up to 40% compared to legacy magnetic systems, meeting stringent industrial efficiency standards like DLC and Energy Star.
Zhongshan Venti Lights Co., Ltd. was established on January 25th, 2005. It is an integrated enterprise specializing in the research and development, manufacturing, and global marketing of LED and high-performance discharge lighting products. With years of steady growth, the company has developed a strong production and innovation capability supported by modern facilities and a professional engineering team.
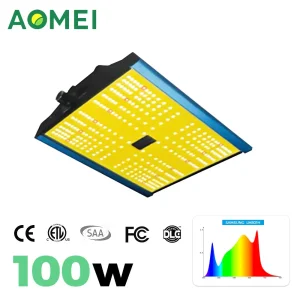
Quality is at the core of everything we do. The company has implemented a strict quality management system in line with ISO9001 standards, ensuring consistent control throughout the entire production process—from raw material selection to final product testing. Many of our products have obtained international certifications such as CE and RoHS, while selected LED driver products have also passed SAA certification, meeting the requirements of different global markets.
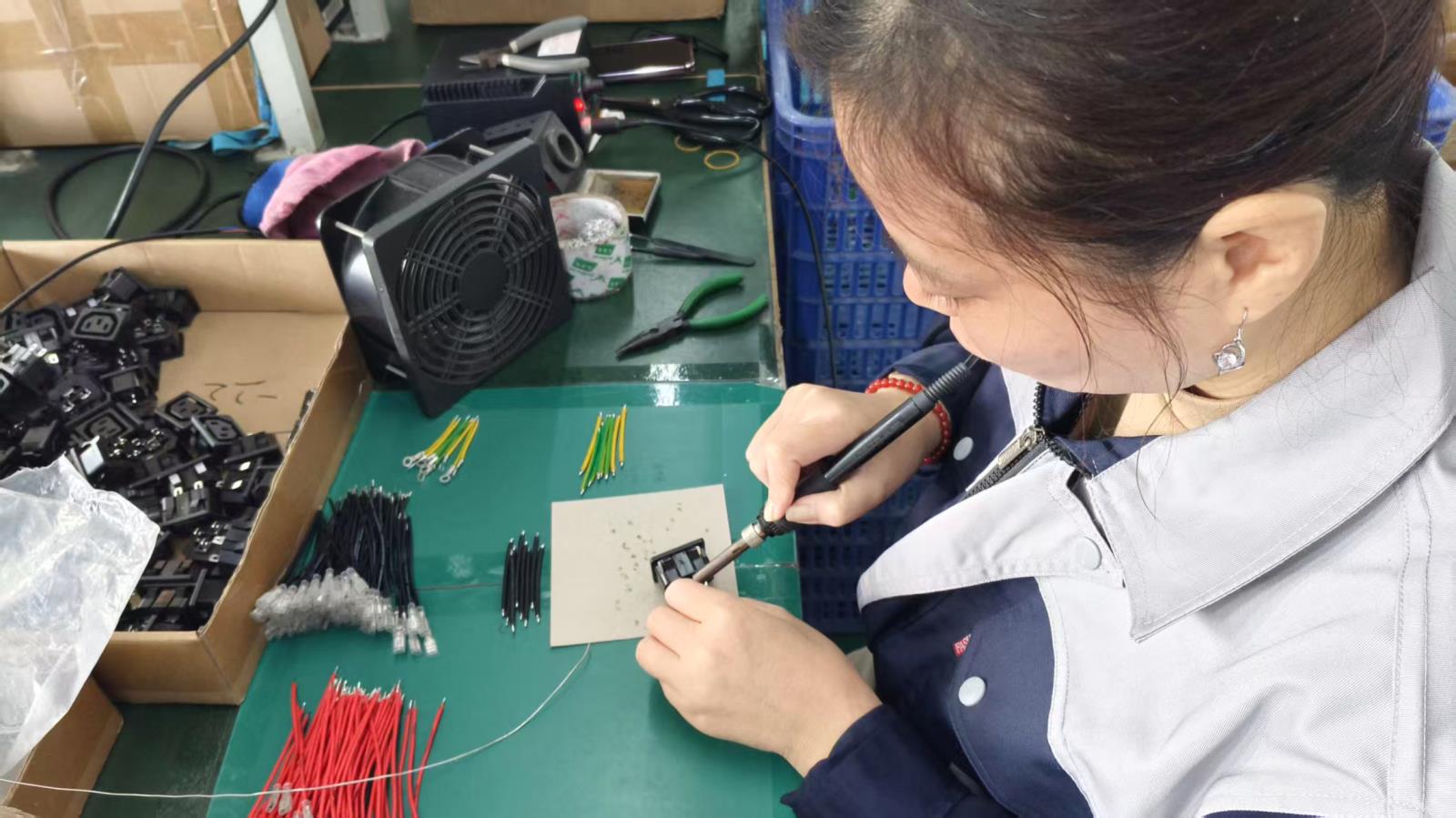
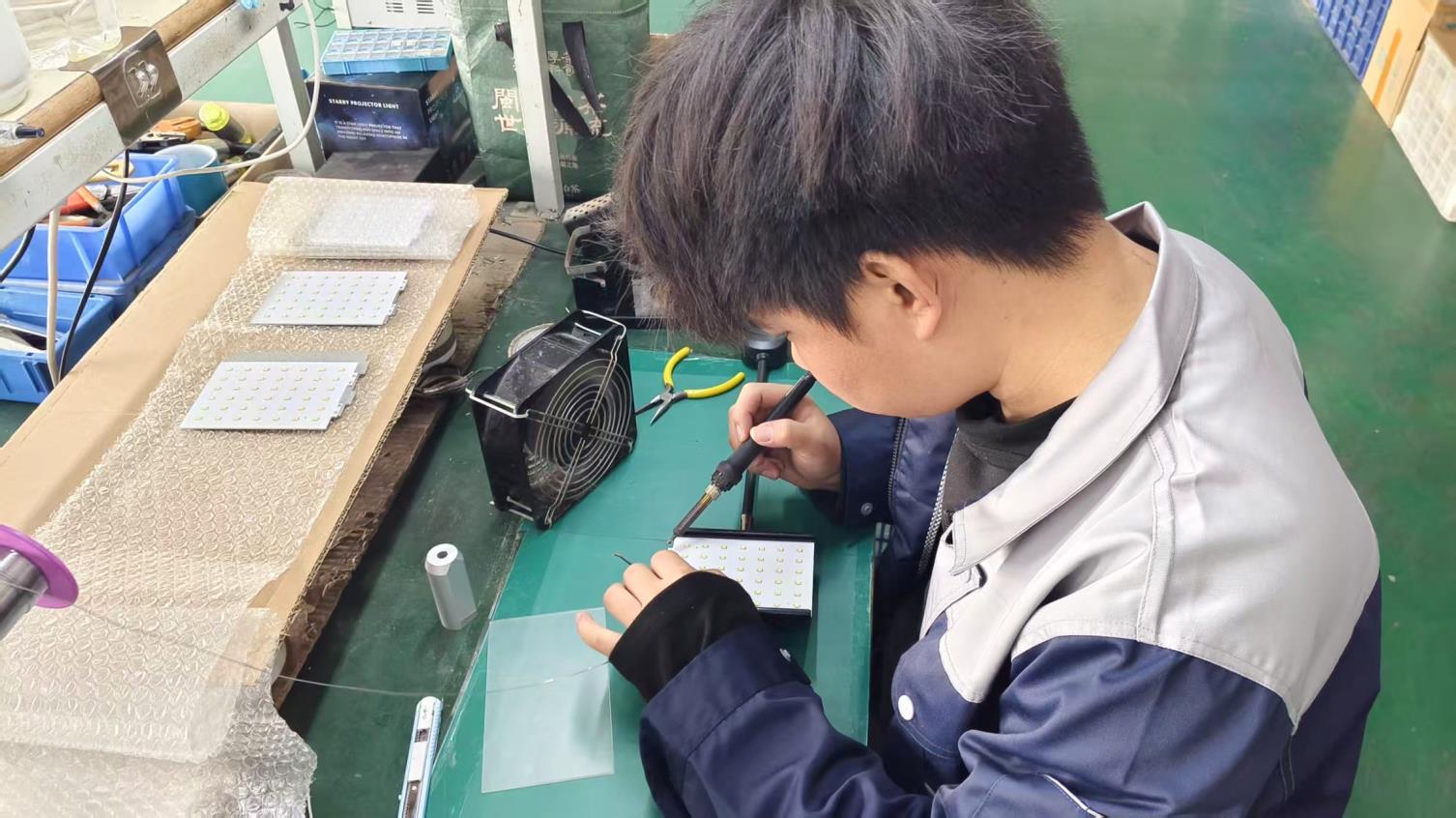
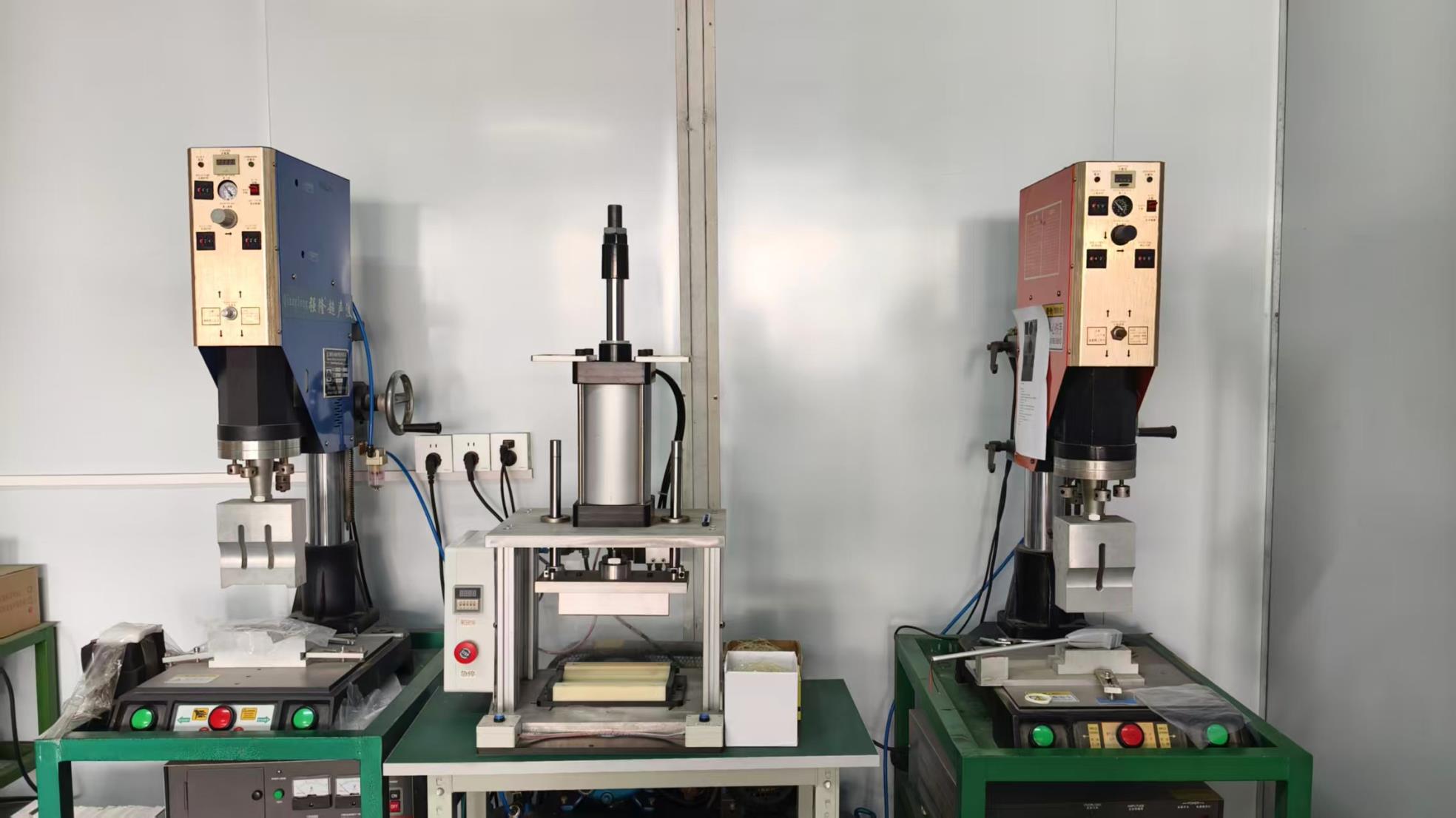
To enhance production efficiency and product consistency, approximately 70% of our manufacturing processes are automated, with the remaining 30% completed through skilled manual assembly and inspection. This balanced approach allows us to maintain both precision and flexibility in production.
Our R&D direction focuses on "Smart Spectral Control." By integrating AI-driven sensors with our lighting fixtures, we are developing systems that adjust light intensity and spectrum in real-time based on ambient sunlight and plant growth stages.











A: CMH provides a fuller spectrum with a higher CRI (90+), including UV and IR wavelengths, which results in healthier plants and better terpene production compared to the yellow-orange light of HPS.
A: Yes, our products are CE and RoHS certified. We implement ISO9001 quality management to ensure reliability across all international markets.
A: By using premium chips like Samsung LM301H and optimized thermal management, our lights maintain over 90% output for 50,000+ hours.