In the rapidly advancing landscape of Controlled Environment Agriculture (CEA), "Ionization Light" has emerged as a critical term encompassing both advanced photobiological spectrums and atmospheric purification technologies. As a premier China Ionization Light Factory, Zhongshan Venti Lights Co., Ltd. is at the forefront of integrating these high-efficiency systems. Traditional lighting is no longer enough; global procurement demands now focus on Information Gain—how much more yield, pathogen resistance, and energy savings can a system provide?
Modern ionization-enhanced lighting systems utilize specific wavelengths to not only drive photosynthesis but also to activate photocatalytic processes that sanitize the air and surfaces in commercial grow rooms. This dual-action capability is what defines the next generation of Horticultural Lighting Solutions.
Our engineering team specializes in Customizable Spectrums. By leveraging Samsung LM301H EVO and Inventronics drivers, we achieve PPFDs that outperform standard market offerings by 15-20%.
Navigating international markets requires more than just quality. We provide full CE, RoHS, and SAA certifications, ensuring seamless integration into European, North American, and Oceanic projects.
Energy efficiency is our core mission. With 70% automated manufacturing, we reduce production waste while delivering lighting that cuts operational costs for vertical farms by up to 40%.
Zhongshan Venti Lights Co., Ltd. was established on January 25th, 2005. It is an integrated enterprise specializing in the research and development, manufacturing, and global marketing of LED lighting products. With years of steady growth, the company has developed a strong production and innovation capability supported by modern facilities and a professional engineering team.
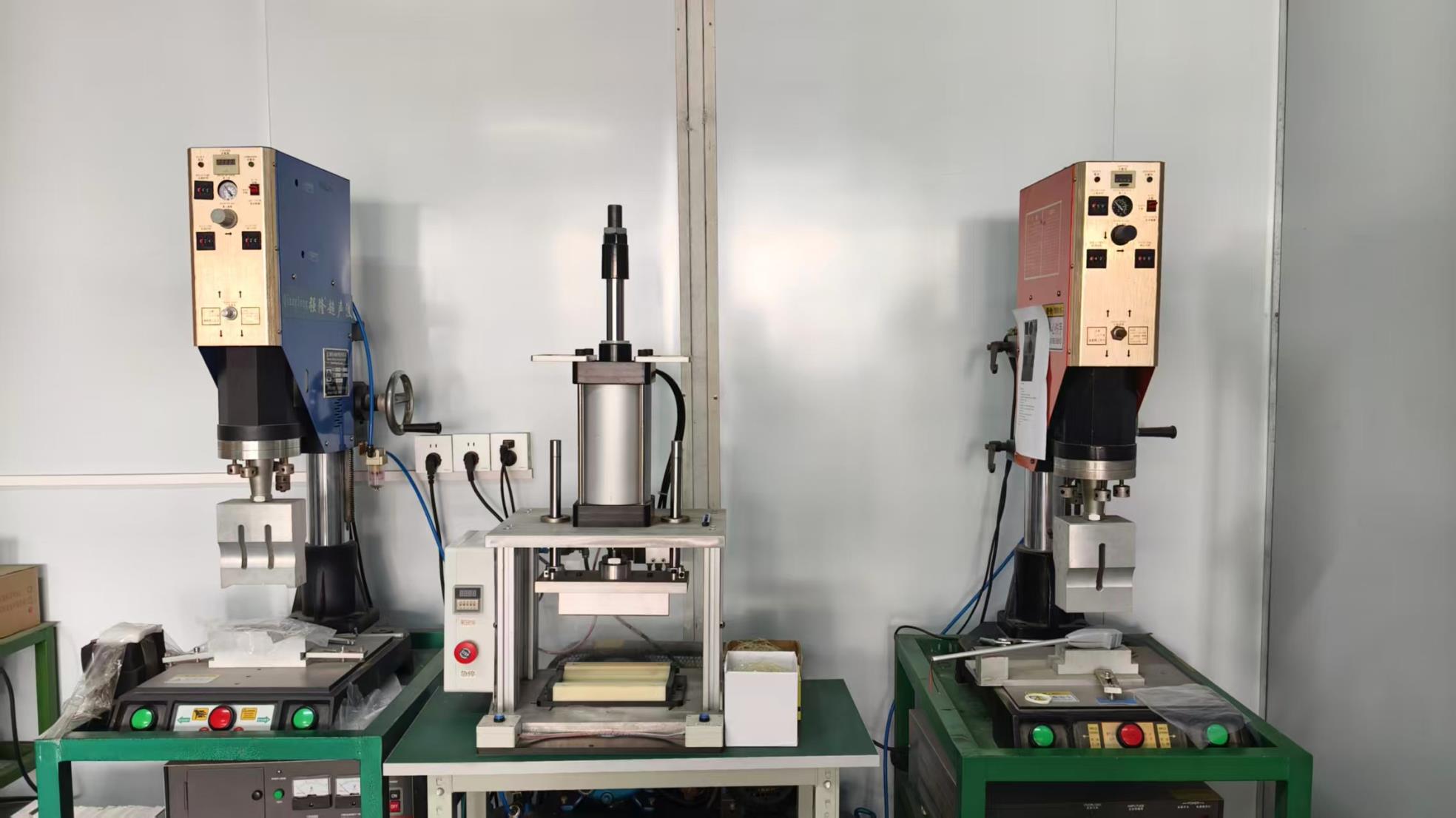
At present, we operate two production bases. The headquarters in Shenzhen, covering an area of approximately 5,000 square meters, focuses on the manufacturing of LED components and decorative amusement LED bulbs. The subsidiary factory in Zhongshan, covering around 3,000 square meters, is dedicated to LED grow lights and LED driver power supplies, providing stable and efficient lighting solutions for horticulture and commercial applications.
Quality is at the core of everything we do. The company has implemented a strict quality management system in line with ISO9001 standards, ensuring consistent control throughout the entire production process—from raw material selection to final product testing. Many of our products have obtained international certifications such as CE and RoHS, while selected LED driver products have also passed SAA certification, meeting the requirements of different global markets.
To enhance production efficiency and product consistency, approximately 70% of our manufacturing processes are automated, with the remaining 30% completed through skilled manual assembly and inspection. In terms of research and development, we are recognized as a National High-Tech Enterprise.











Modern buyers are no longer searching for just "grow lights." They are looking for "Energy-efficient PPFD optimization," "UV/IR supplemental bars for secondary metabolites," and "Smart-linkable LED systems." Venti Lights answers these needs with RJ45 daisy-chainable controls and customizable spectrum bars.
Our focus is shifting toward AI-Integrated Lighting. By incorporating sensors that detect plant stress through chlorophyll fluorescence, our future ionization lights will automatically adjust intensity and spectrum to optimize plant health in real-time.
We provide comprehensive OEM/ODM support. For global distributors, this means localized plug types (NEMA, Schuko, AU), voltage compliance (120V-480V), and localized warranty support through our partner network.
The global surge in food security concerns has pushed vertical farming from a niche to a macro-economic necessity. As a China Ionization Light Supplier, we don't just sell lamps; we provide Thermal Management Solutions. Our lights are designed with high-grade aluminum heatsinks that reduce the cooling load on HVAC systems, providing a secondary layer of ROI for large-scale commercial facilities.
With nearly 20 years of experience, a National High-Tech Enterprise status, and two specialized production bases, we offer a level of E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) that few competitors can match. Our 70% automation ensures product consistency at scale.
Yes. Our "Full Spectrum/Customizable Spectrum" series allows for the adjustment of Blue, Red, UV, and IR ratios. This is essential for maximizing terpene profiles in medicinal plants or shortening the growth cycle of lettuce and microgreens.
Absolutely. Most of our commercial-grade lights, like the 1300W series, feature RJ45 ports for series connection, allowing hundreds of lights to be controlled via a single central master controller.
We use top-tier components such as Inventronics and Samsung chips. Our drivers undergo rigorous aging tests and hold SAA, CE, and RoHS certifications to ensure they withstand the high-humidity environments typical of hydroponic farming.