Industrial-Grade LED Solutions for Extreme Environments
In the current industrial landscape, the demand for Waterproof OEM Lighting has transitioned from simple utility to high-precision engineering. Global enterprises in the horticulture, maritime, and food processing sectors now require lights that withstand IP67+ ratings while delivering maximum PAR (Photosynthetically Active Radiation) efficiency.
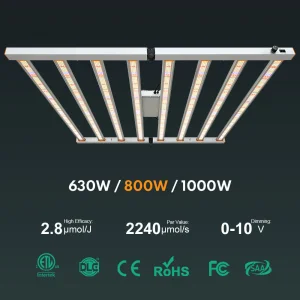
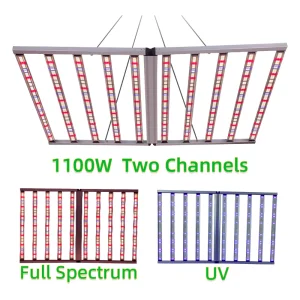
As a leading exporter, we bridge the gap between "standardized products" and "bespoke solutions." Our OEM workflow allows for spectrum adjustment, wattage scaling (50W to 1500W), and integration of smart control protocols like 0-10V dimming and WiFi/ZigBee Mesh.
Our R&D focuses on the "Silicon Carbide" era of thermal management and the integration of Samsung LM301H EVO chips. We are moving toward "Adaptive Spectrum" technology that adjusts based on real-time plant physiological feedback.
Zhongshan Venti Lights Co., Ltd. was established on January 25th, 2005. It is an integrated enterprise specializing in the research and development, manufacturing, and global marketing of LED lighting products. With years of steady growth, the company has developed a strong production and innovation capability supported by modern facilities and a professional engineering team.
At present, we operate two production bases. The headquarters in Shenzhen, covering an area of approximately 5,000 square meters, focuses on the manufacturing of LED components and decorative amusement LED bulbs. The subsidiary factory in Zhongshan, covering around 3,000 square meters, is dedicated to LED grow lights and LED driver power supplies, providing stable and efficient lighting solutions for horticulture and commercial applications.
Quality is at the core of everything we do. The company has implemented a strict quality management system in line with ISO9001 standards, ensuring consistent control throughout the entire production process—from raw material selection to final product testing. Many of our products have obtained international certifications such as CE and RoHS, while selected LED driver products have also passed SAA certification, meeting the requirements of different global markets.
Driving Efficiency Across Commercial and Industrial Sectors
Providing high-output supplemental lighting for greenhouses to maintain year-round production yields in Northern latitudes.
Ultra-slim, low-heat linear waterproof lights designed for space-optimized multi-tier indoor agriculture systems.
Heavy-duty waterproof lighting for food processing plants and cold storage where humidity and temperature swings are extreme.
ISO9001-Certified Precision Engineering

Raw Materials Inspection

Install the Lamp Head

Install the Tail Cover

Cut Electronic Wires
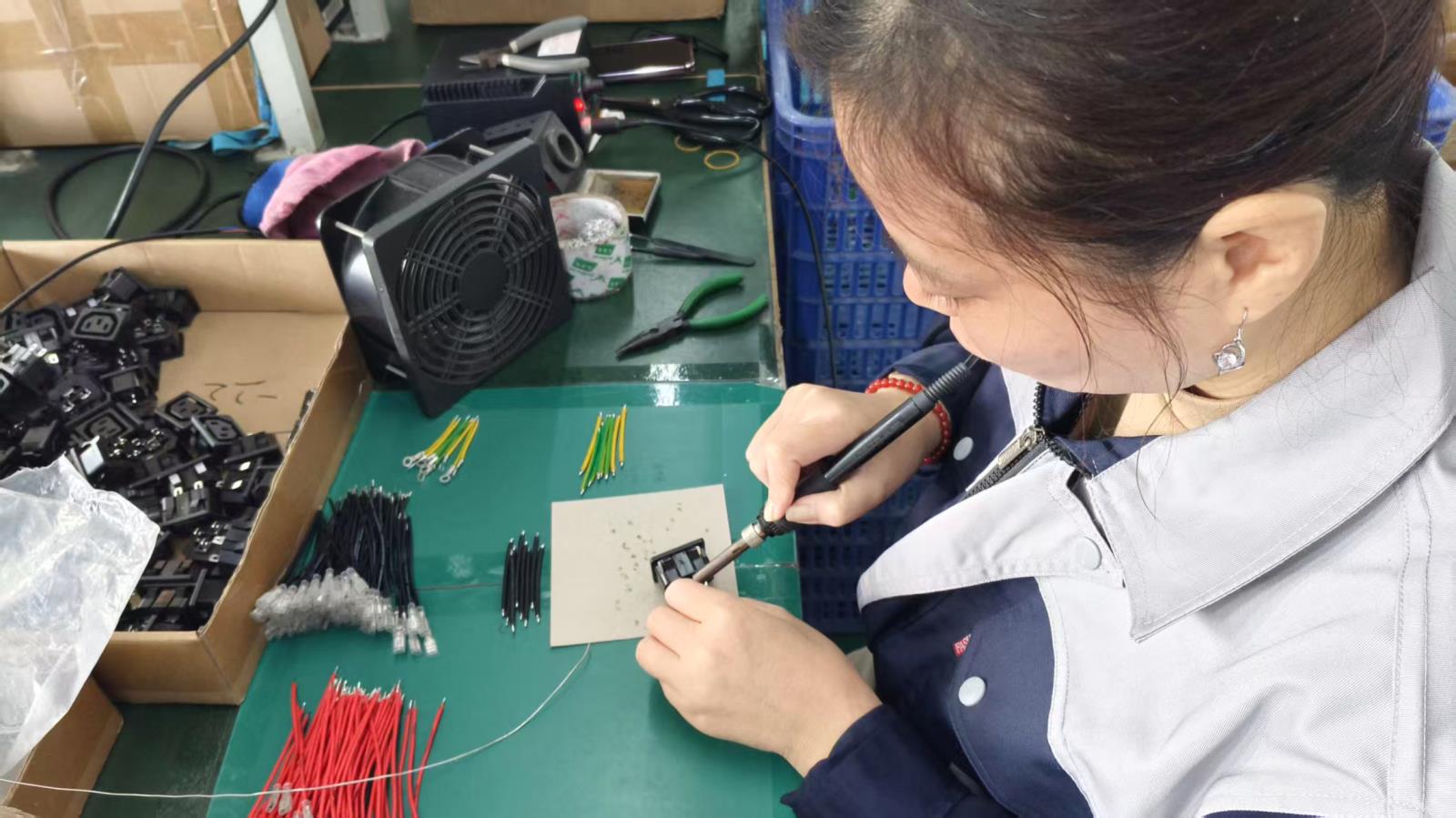
Solder the Components

Ultrasonic Welding
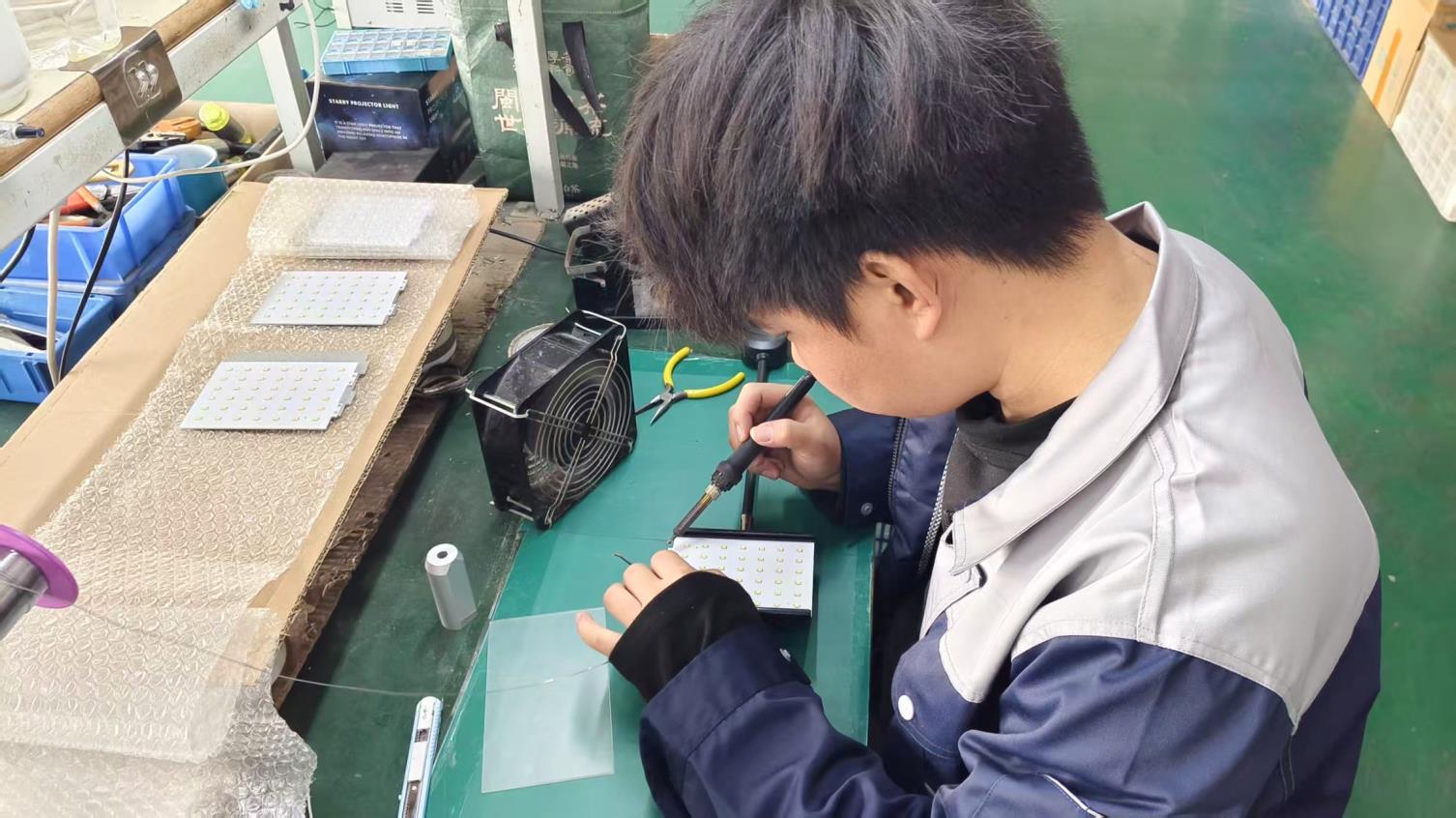
Weld the Lamp Board

Lock Side Cover

Quality Inspection

Aging Test (24-48 Hours)

Precise Packing

Finished Product Stock
Navigating International Standards with Ease
All our export-grade products comply with CE, RoHS, and SAA requirements. We ensure that every component, from the LED driver to the silicone gaskets, meets regional fire and safety standards.
With bases in Shenzhen and Zhongshan, we utilize the Pearl River Delta's logistics cluster to offer competitive shipping lead times across Europe, North America, and Australia.
We provide a 3-5 year warranty on industrial units, backed by a rapid-response engineering team that handles technical troubleshooting via remote or on-site consultation.
The next frontier in industrial lighting is the Digitalization of Light. At Venti Lights, we are integrating IoT sensors into our waterproof housings to collect data on ambient temperature, humidity, and CO2 levels. This allows our lights to act as the "nervous system" of a smart greenhouse.
Furthermore, we are pioneering "Full-Life-Cycle" sustainability, using 100% recyclable aluminum alloys and modular designs that allow for easy driver replacement without discarding the entire fixture. This reduces e-waste and lowers the Total Cost of Ownership (TCO) for our global partners.